Mehrspindel- Drehen
Drehen ist Spanen mit geschlossener (meist kreisförmiger) Schnittbewegung und beliebiger Vorschubbewegung in einer zur Schnittrichtung senkrechten Ebene. Die Drehachse der Schnittbewegung behält ihre Lage zum Werkstück unabhängig von der Vorschubbewegung bei. Gerade bei der Produktion mittlerer und großer Serien sind voll CNC-gesteuerte und konventionelle Mehrspindel-Drehautomaten der Königsweg zu Hochpräzision und Wirtschaftlichkeit. Dieser Bereich ist einer der Fertigungsschwerpunkte der FederTec- Produktions GmbH. Größere und sehr große Serien müssen höchsten Ansprüchen gerecht werden und verlangen deshalb nach einer eigenen Fertigungs-Philosophie: Wir verstehen darunter eine exakte Arbeitsvorbereitung, kurze Rüstzeiten, fertigungsbegleitende Qualitätssicherung und detailgenaue Ausführung.

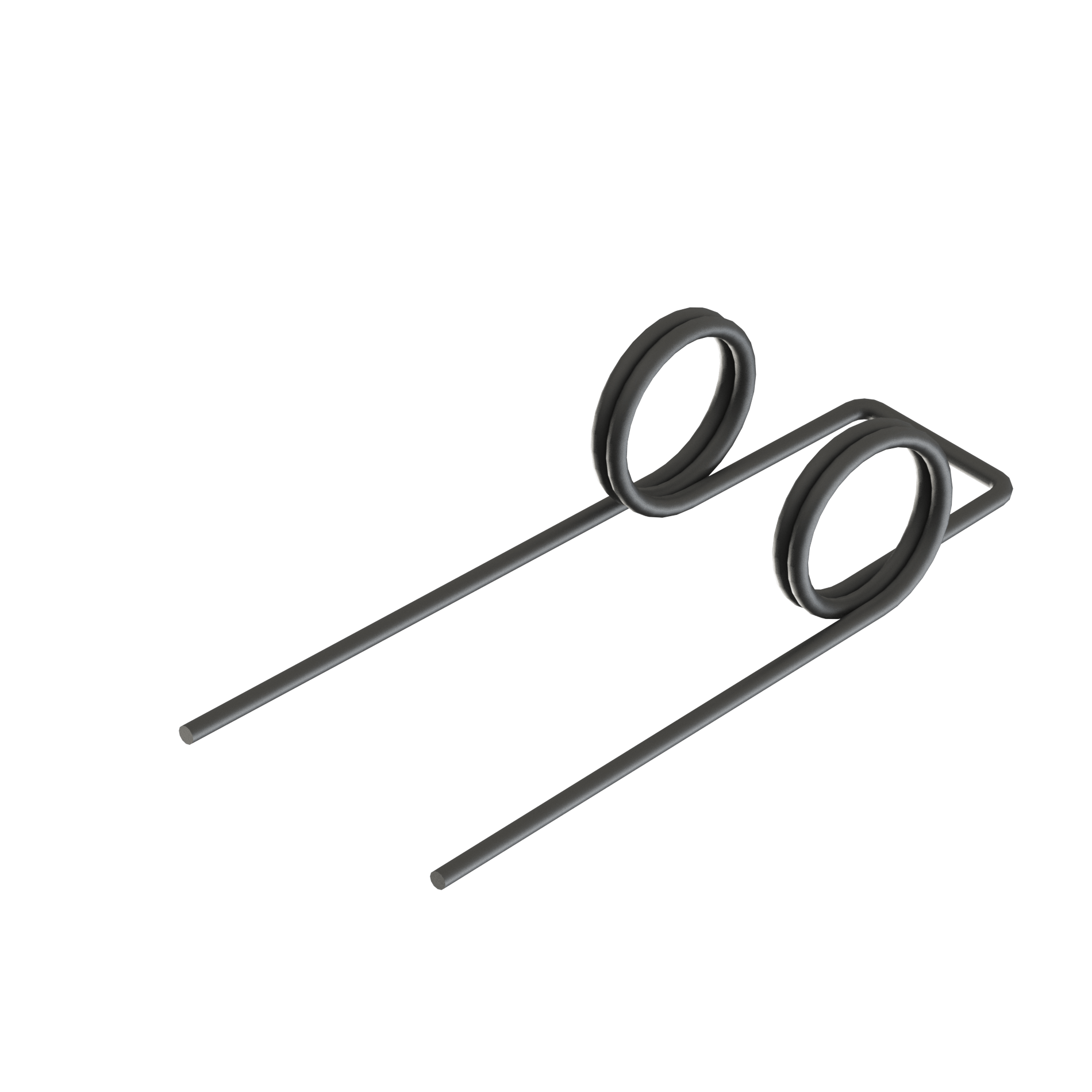
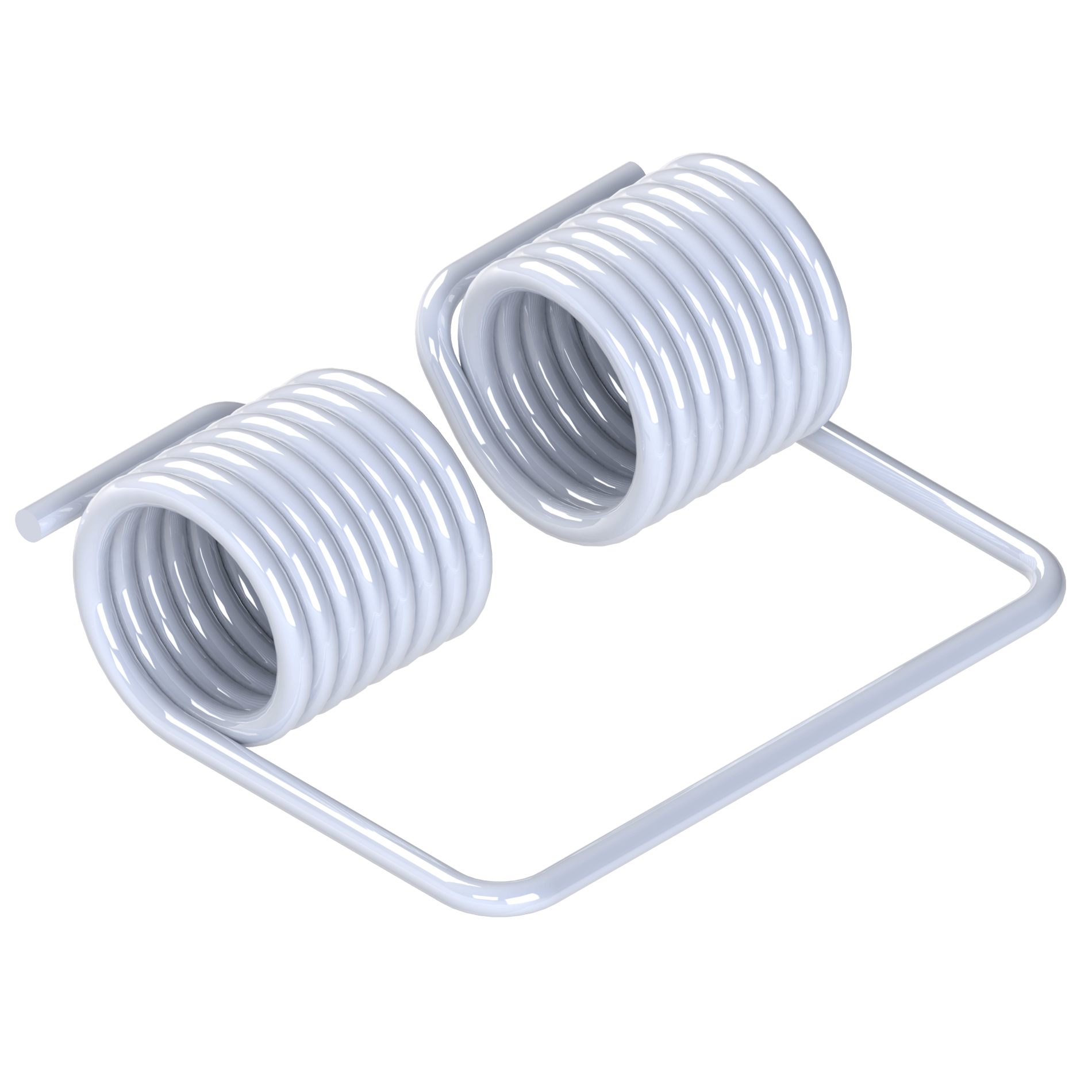
Doppelschenkelfeder
Divi will change the way you build websites forever. The advanced page builder makes it possible to build truly dynamic pages without learning code.
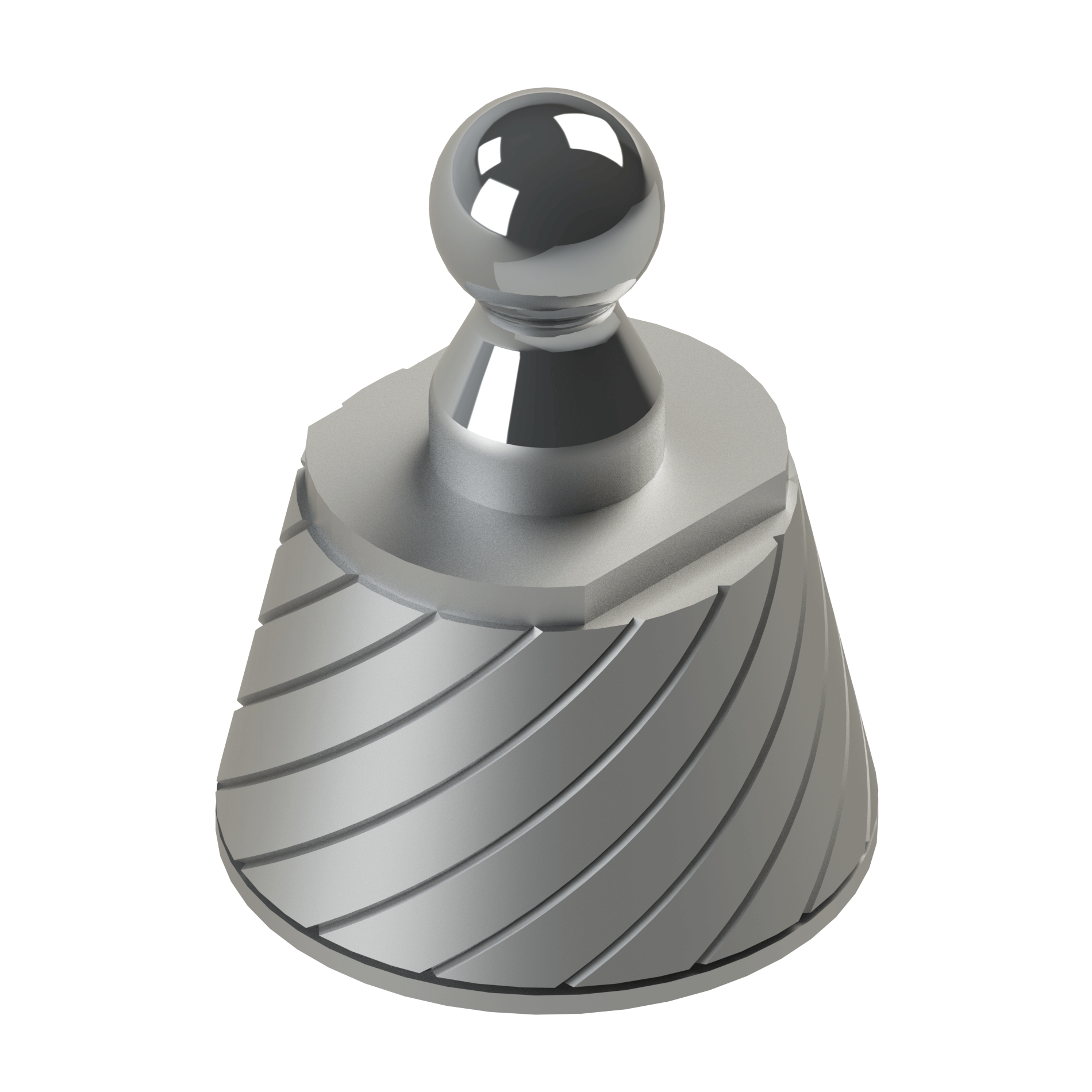
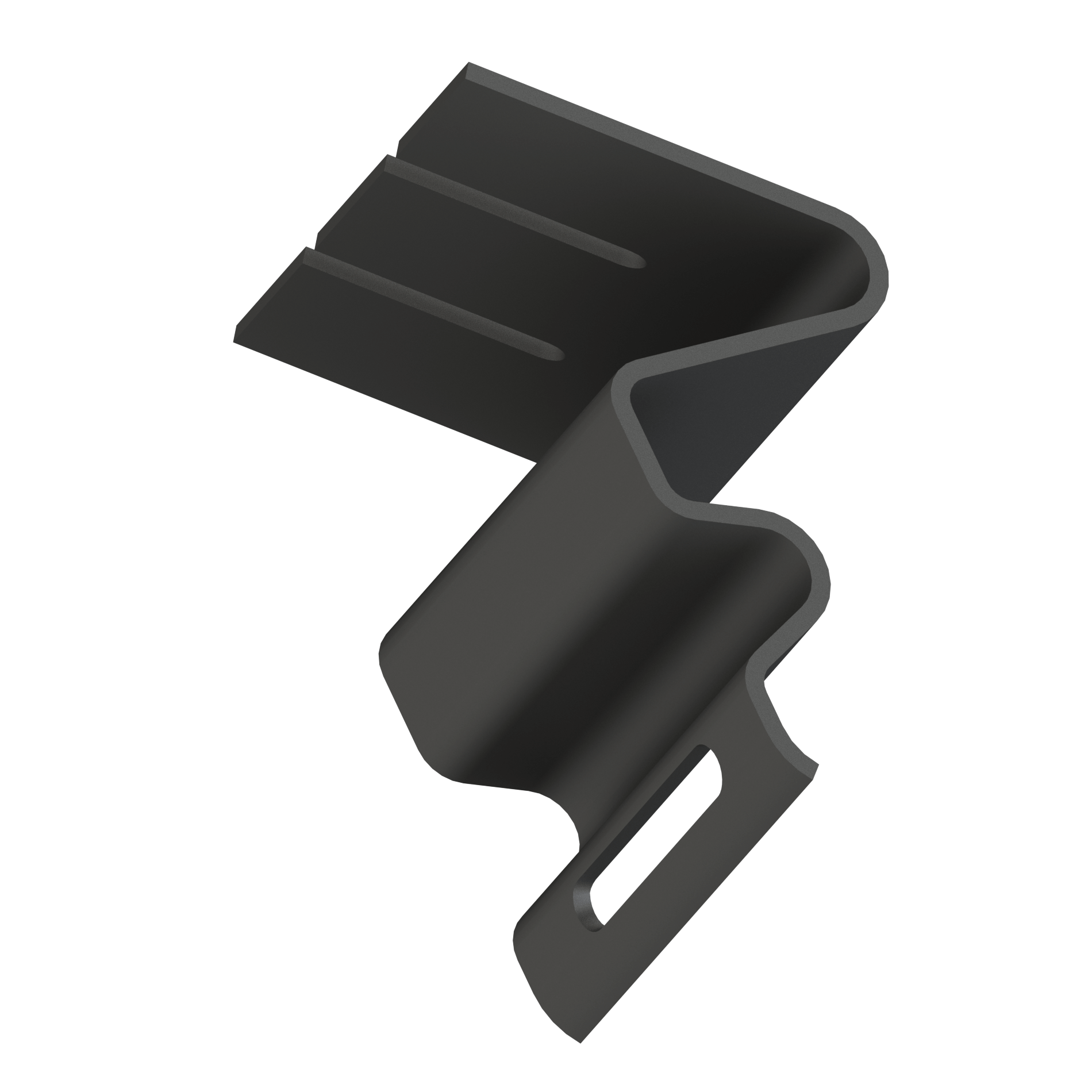
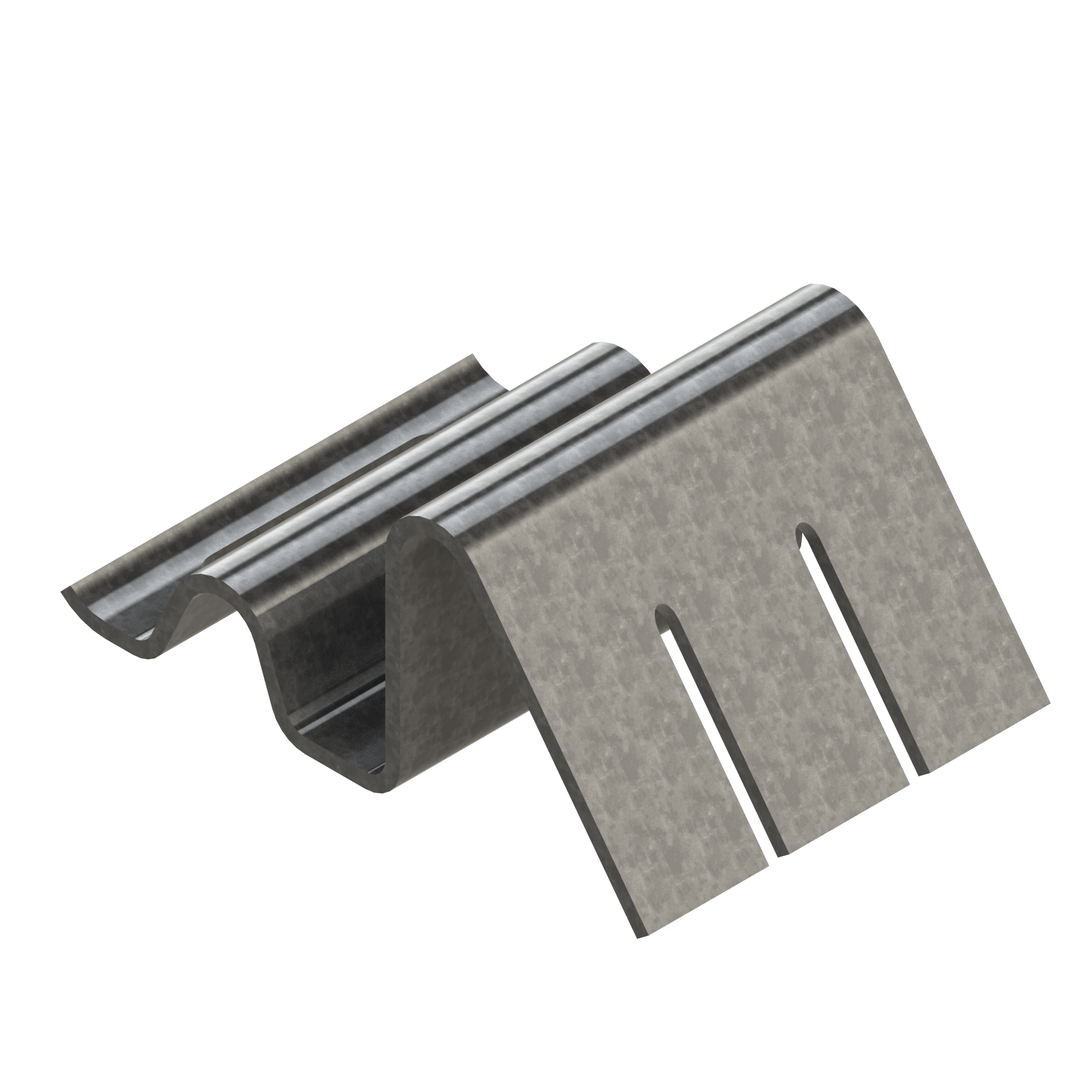
Sonderbauteil
Divi will change the way you build websites forever. The advanced page builder makes it possible to build truly dynamic pages without learning code.
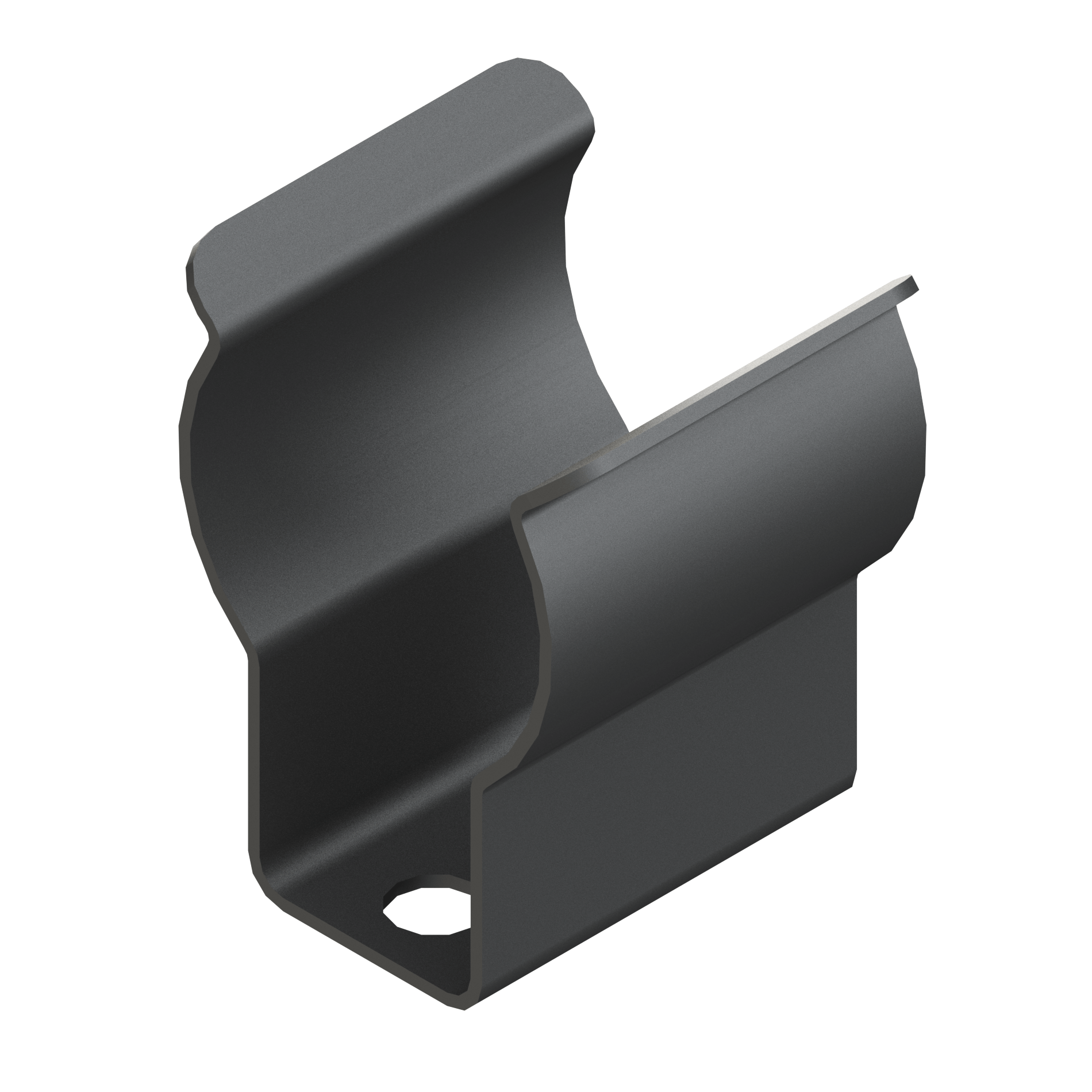
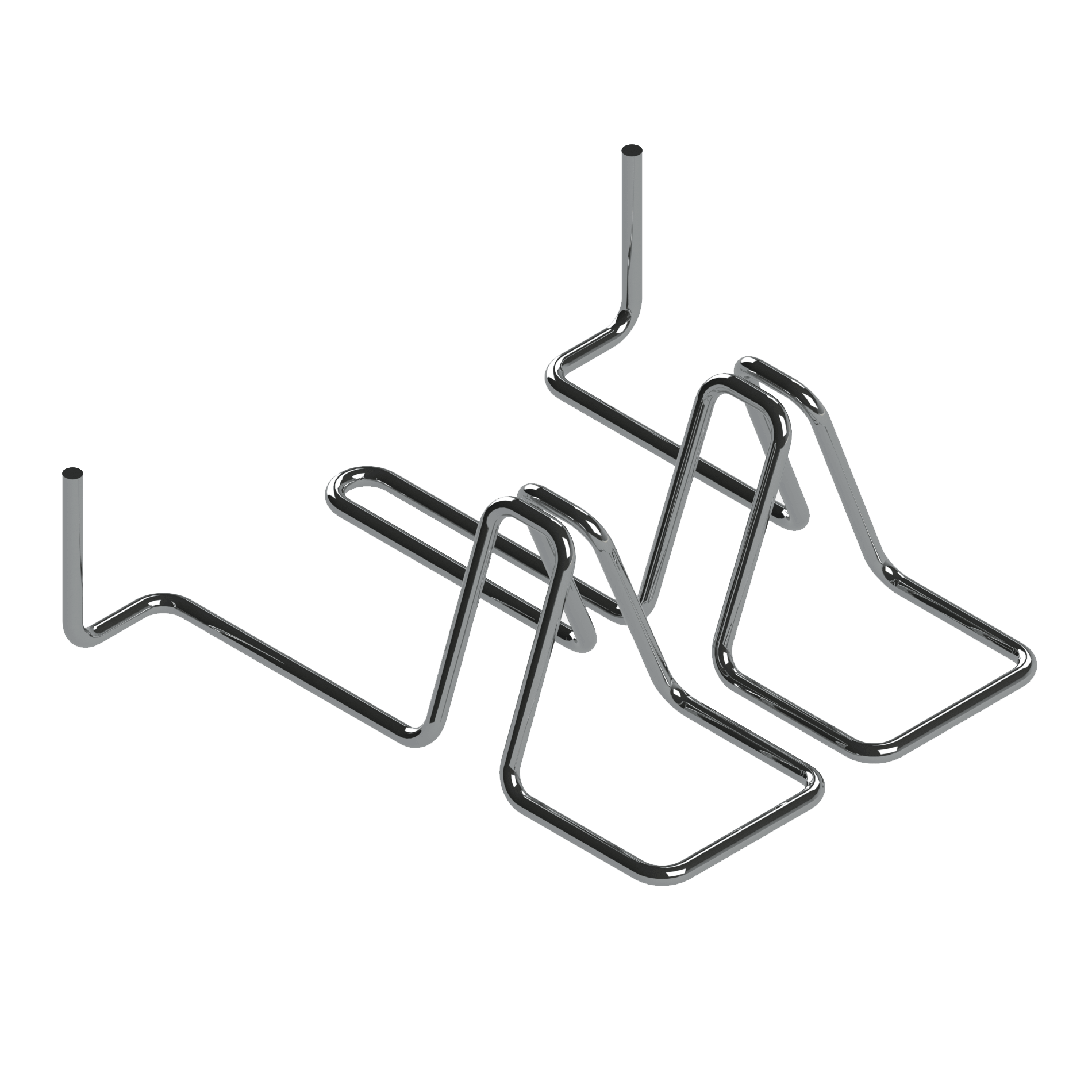
Kabelklemme
Divi will change the way you build websites forever. The advanced page builder makes it possible to build truly dynamic pages without learning code.

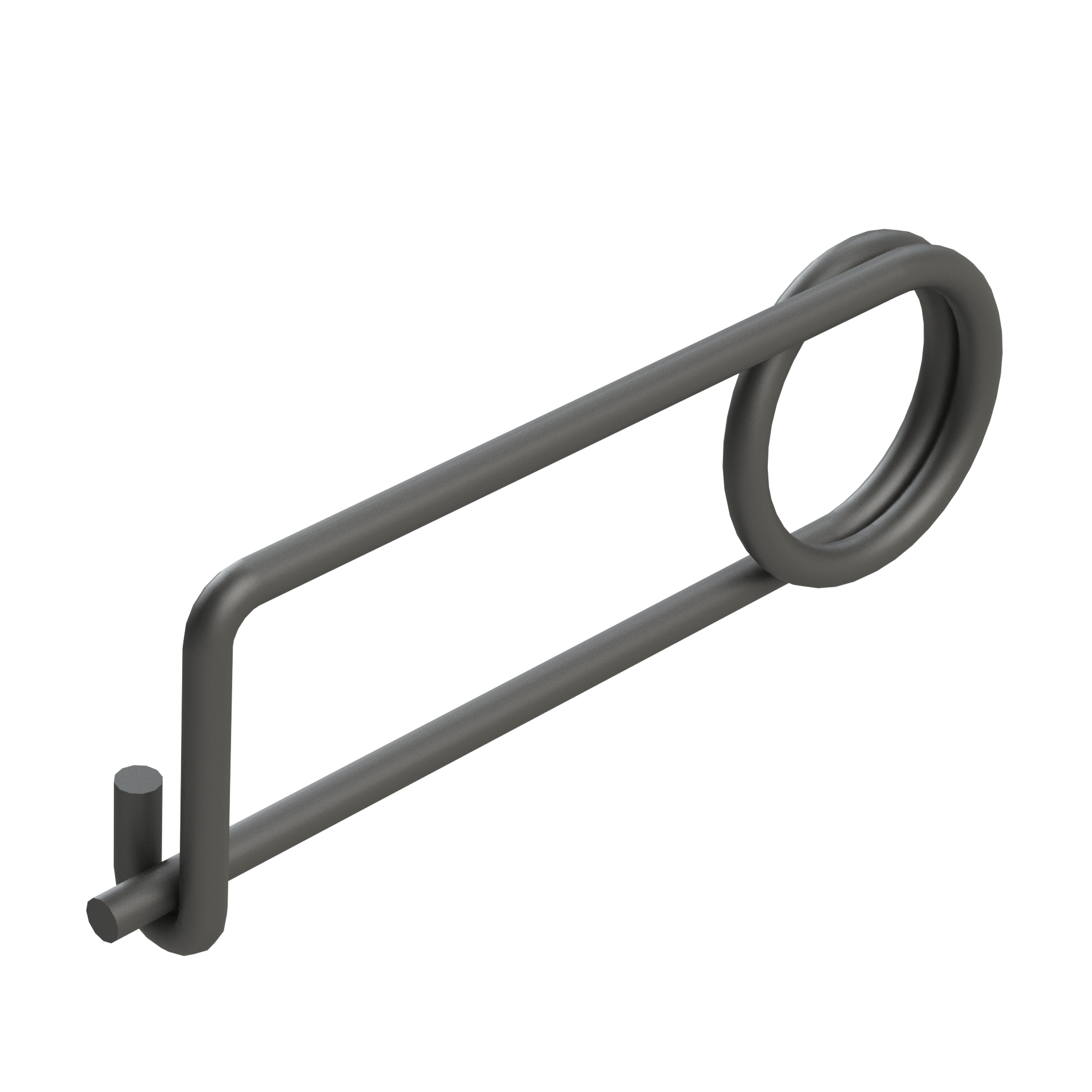
Federstecker
Divi will change the way you build websites forever. The advanced page builder makes it possible to build truly dynamic pages without learning code.
Bohren
Bohren ist ein spanendes Fertigungsverfahren, das zur Fertigung von Bohrungen dient. Da die Geometrie der Schneiden eines Bohrers bekannt ist, zählt es in der Einteilung der Fertigungsverfahren zum Spanen mit geometrisch bestimmter Schneide, zu dem auch das Drehen und Fräsen zählen. Definiert ist es in der DIN 8589 gemeinsam mit dem Senken und Reiben, die alle über dieselbe Kinematik verfügen, also dieselbe Relativbewegung zwischen Werkzeug und Werkstück aufweisen. Bei diesen drei Verfahren dreht sich das Werkzeug um seine eigene Achse und bewegt sich zusätzlich entlang dieser Achse in den Werkstoff hinein. Das Senken und Reiben wird als präzisere Variante des Bohrens eingesetzt. Diese können jedoch nur eine bereits vorhandene Bohrung verbessern, während mit dem Bohren auch ins Volle gebohrt werden kann. Bei allen drei Verfahren werden immer innenliegende Flächen erzeugt, die häufig zylindrisch sind, jedoch immer rotationssymmetrisch. Sowohl die Handwerkzeuge als auch die Werkzeugmaschinen werden als Bohrmaschinen bezeichnet.
Reiben
Reiben ist ein Vorgang, bei dem ein Gegenstand unter Anwendung eines bestimmten Drucks und dadurch entstehender Reibung an einem anderen entlang bewegt wird. Insbesondere in der Fertigungstechnik bezeichnet der Prozess des Reibens ein spanendes Feinbearbeitungsverfahren, das meist zum Schlichten mit dem Ziel einer hohen Oberflächengüte und Maßgenauigkeit eingesetzt wird.
Fräsen
Das Fräsen ist ein spanendes Fertigungsverfahren zur Herstellung von Werkstücken mit geometrisch bestimmter Gestalt. Wie bei allen spanenden Verfahren wird dabei von einem Rohteil Material in Form von Spänen entfernt. Das Fräsen zählt somit zur Hauptgruppe des Trennens und zählt zur Gruppe Spanen mit geometrisch bestimmter Schneide, da die Geometrie der Schneiden an den Fräswerkzeugen bekannt ist. Beim Fräsen wird das Material entfernt, indem das Fräswerkzeug sich mit hoher Geschwindigkeit um seine eigene Achse dreht und dadurch die sogenannte Schnittgeschwindigkeit erzeugt, während entweder das Werkzeug die herzustellende Kontur abfährt oder das Werkstück entsprechend bewegt wird. Beim Fräsen erfolgt diese Vorschubbewegung senkrecht oder schräg zur Rotationsachse des Werkzeuges – beim Bohren dagegen erfolgt sie in Richtung der Rotationsachse und beim Drehen rotieren die Werkstücke um ihre eigene Achse, während das Werkzeug die Kontur abfährt. Das Fräsen dient insbesondere zur Herstellung von ebenen Oberflächen. Dazu zählen Nuten oder Führungen für bewegte Maschinenteile. Auf modernen Fräsmaschinen lassen sich jedoch auch komplizierte dreidimensionale Formen erzeugen wie Turbinenschaufeln oder Gesenke. Ein großer Teil aller Zahnräder wird durch das Wälzfräsen gefertigt, für das spezielle Wälzfräser benötigt werden. Außerdem sind auch Gewinde möglich. Sonderverfahren sind das Hartfräsen und Hochgeschwindigeitsfräsen als Varianten des Hartzerspanens beziehungsweise Hochgeschwindigkeitszerspanens.
Schleifen
Schleifen ist ein seit dem Altertum bekanntes spanendes Fertigungsverfahren zur Fein- und Fertigbearbeitung von Werkstücken. Es lässt sich manuell oder auf Schleifmaschinen anwenden. Wie bei allen spanenden Verfahren wird dabei überschüssiges Material in Form von Spänen abgetrennt. Als Schneiden fungieren dabei die Kanten der mikroskopisch kleinen, harten, mineralischen Kristalle im Schleifwerkzeug.
Schleifen zählt gemeinsam mit dem Honen zum Spanen mit gebundenem Korn, während beim Läppen und Gleitspanen das Korn lose vorliegt. Da die Anzahl der im Eingriff befindlichen Körner ebenso wenig bekannt ist wie ihre Geometrie oder Lage zum Werkstück, zählt das Schleifen, wie auch das Honen und Läppen zum Spanen mit geometrisch unbestimmter Schneide. Es ist jedoch bekannt dass die meisten Körner einen negativen Spanwinkel aufweisen. Die beim Schleifen als Neben- bzw. Abfallprodukt entstehenden Späne werden als Schleifstaub bezeichnet. Das Schleifen eignet sich auch für harte Werkstoffe wie gehärteten Stahl oder Keramik die bis zum Ende des 20. Jahrhunderts durch Spanen mit geometrisch bestimmter Schneide wie das Drehen, Fräsen oder Bohren nicht zu bearbeiten waren. Daher wurde und wird üblicherweise die gewünschte Form der Werkstücke zunächst im weichen Zustand durch diese Verfahren grob herausgearbeitet, um nach dem Härten durch Schleifen die Endform und Oberflächenqualität zu erreichen.
Gleitschleifen
Das Gleitschleifen ist ein trennendes Verfahren zur Oberflächenbearbeitung von vorrangig metallischen Werkstücken. Die zu bearbeitenden Werkstücke werden zusammen mit Schleifkörpern (sogenannten Chips) und meist einem Zusatzmittel in wässriger Lösung (Compound) als Schüttgut in einen Behälter gegeben. Durch eine oszillierende oder rotierende Bewegung des Arbeitsbehälters entsteht eine Relativbewegung zwischen Werkstück und Schleifkörper, die einen Materialabtrag am Werkstück, insbesondere an dessen Kanten, hervorruft. Das Oberflächenbild der Werkstücke, die Rauhigkeit, der Materialabtrag und die Entgratleistung lassen sich durch die eingesetzten Maschinen und Werkzeuge (Schleifkörper und Compound) nahezu beliebig variieren.
Das Gleitschleifen ist in der DIN 8589 festgehalten und wird dort Gleitspanen genannt, da nicht immer ein Schleifprozess, sondern verfahrensabhängig auch ein Läppen oder Polieren stattfindet. Nach dem Unternehmen Walther Trowal („Trommel-Walther“), welches das Gleitschleifen zuerst in einer Trommel industriell nutzte, ist das Gleitschleifen auch unter bestimmten rechtlichen Voraussetzungen (Lizenzierung) unter der Marke Trowalisieren bekannt. Durch Gleitschleifen können folgende Bearbeitungsziele erreicht werden: